
專注自動化領域15年
您暫無未讀詢盤信息!
請您登錄網站后臺查看!

煉鋼廠回轉爐自動化控制系統解決方案
整個自動化控制系統的配置達到當今國內**水平,電氣、儀表、計算機(EIC)控制一體化,具有方便、快捷和友好的人機操作界面(HMI),EIC網絡數據通訊一體化,具有高速、大容量和開放的技術性能。
1、 基礎自動化
轉爐基礎自動化系統是實現轉爐系統控制的基礎,該系統主要包括HMI操作站、PLC、儀表、變頻器和現場控制箱等。各個組成部分通過工業以太環網和DeviceNet網連接,實現對轉爐系統的控制功能。
1、1 控制系統結構及其特點
控制站選用施奈德Quantum PLC系列,CPU選用140CPU系列中高性能的53414CPU,遠程站采用當前**的現場總線產品(CRP系列模塊),編程軟件使用施奈德 Concept2.6。數據通訊網絡以德國赫斯曼工業型光纖交換機MICE系列為核心構成100M高速光纖環網,各控制PLC通過NOE以太網絡通訊模塊和屏蔽5類雙絞線連接到工業以太環網上,各站遠程操作箱,操作臺以及氧槍、傾動、投料變頻器則通過DeviceNet網連接到其主PLC站上,操作站采用西門子工業計算機配Win2000+SP3操作系統,HMI監控軟件采用施耐德Monitor Pro 7.2,通過以太網卡、雙絞線與工業以太網相接。系統具有以下特點:
(1) 電氣、儀表和計算機系統采用網絡連接,實現EIC三電一體化。
(2) 電氣和儀表采用相同的控制設備,編程及控制統一,且在同一網絡上,通訊方便,減少了通訊硬件接口,合理分擔控制功能;電氣和儀表采用相同的操作站,操作簡化且統一,有利于穩定生產。
(3) 遠程站
現場操作箱、操作臺等遠程站采用工業現場總線產品,極大地減少了設計工作量、電纜施工量等,各箱體通過DeviceNet網連接,提高了系統的可靠性和維護方便性。
1、2 網絡系統及其特點
轉爐自動化系統中的數據通訊網絡是以德國赫斯曼工業型光纖交換機MICE系列為核心構成的100M高速光纖環網。
赫斯曼MICE系列交換機采用靈活的構網方式,無論在控制柜或分散的現場操作箱內都可以結合各種功能達到特殊的要求。它采用無風扇散熱方式,可以冗余供電,支持HIPER—Ring,達到了很高的可靠運行等級。模塊化結構是MICE的突出特點之一,它有一個交換機和若干個通訊介質模塊組成,交換機包含除了網絡接口以外的所有工業交換機的功能,而介質通訊模塊提供了網絡的接口功能。這一切可使你按照要求選用設備,避免了資金浪費,模塊化結構也為用戶的投資提供了保障。另外MICE網絡交換機提供多種方法管理網絡系統:a、通過V.24串行口連接進入MICE提供的用戶界面;b、在網絡上的任意位置通過Web瀏覽器訪問MICE上提供的用戶友好界面;c、集中的使用SNMP管理軟件,如HiVision軟件,訪問MICE上的SNMP代理機構。
1、3 控制方式及特點
轉爐PLC系統共有15套,按每轉爐、公用系統分開的原則設置,以**一座轉爐檢修或故障情況下不影響其他轉爐正常運行。
單體設備的基本運轉分為自動、手動兩種方式,操作場所分為**、現場兩種選擇。系統的運轉分為計算機、自動、手動三種方式,操作場所固定于**。在“計算機”方式下PLC接受L2級計算機模型數據并進行實時控制,包括氧氣流量、底吹氣體種類及流量、氧槍高度、副原料種類及重量;在“自動”方式下,PLC根據內部保存的初設計劃模式自動進行煉鋼;在“手動”方式下,PLC根據人工設定數據控制煉鋼生產。
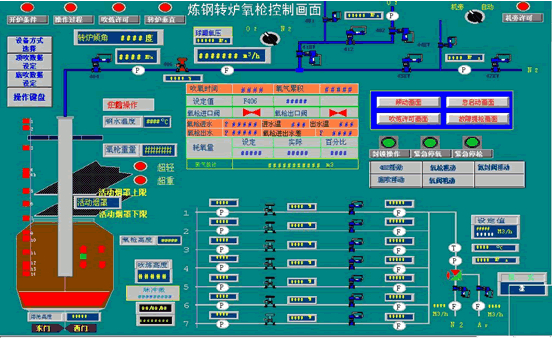
根據轉爐煉鋼的生產工藝特點,**控制室操作站CRT的數量每爐配置3臺。在正常操作時,3臺CRT分擔的監控內容有所區別,但在異常情況下可以互為備用,甚至用一臺CRT也可以完成吹煉作業。主要監控內容有頂底復吹、氧槍傾動、副原料和鐵合金投料、氣化冷卻煙氣凈化、一次除塵、二次除塵等。在系統上料操作室、風機房操作室和二次除塵操作室分別設立操作站,監視各自的設備。為安全起見,防止誤操作,各轉爐操作站設計成專用形式,即本爐操作站只能操作本爐設備,不能控制其他轉爐設備,但公用設備除副原料上料系統外在各爐均可操作。
設備的運轉操作及監視基本上通過主控室的操作站畫面完成,為了生產的安全性和方便性,設置了硬件操作臺,上面設有必要的操作開關、操作按鈕、數據顯示及關鍵設備的緊急停止按鈕等。
PLC軟件的開發采用了模塊化的方式,在編程前規劃好PLC的內存和數據塊,劃分站間通訊數據區及HMI顯示數據區;不同類型的程序采用不同的組織塊調用,吹煉時鐘、流量累加、PID調節采用定周期調用;根據工藝特點,采用多種編程邏輯、如對過程級數據處理采用語句表編程,對底吹控制采用順序功能圖編程等;對操作數據進行安全處理,如對設定數據的合理性檢驗、變化速率的約束等。
在控制功能上,實現了“計算機”方式下的全程自動化煉鋼,該系統具有以下主要功能和特點:
(1) 副原料、鐵合金上料的優先順位控制。根據“料倉組合設定表”中規定的優先順序輸送,而不是根據料空的順序輸送,以滿足轉爐工藝的控制要求。
(2) 爐頂料倉的在庫量管理。根據爐頂料位計、料位開關和上料皮帶秤信號計算爐頂料倉的在庫量,并對落差量進行實時修正。
(3) 吹煉的狀態遷移控制。根據吹煉計劃表和現場設備狀態控制氧氣流量、底吹氣體種類和流量、氧槍槍位、副槍測量、副原料種類和投入量。
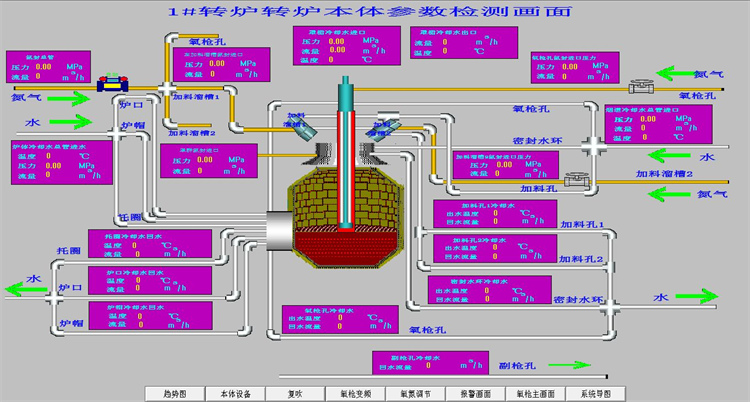
(4) 汽包水位的自動控制。根據吹煉時期對鍋爐汽包水位實行三沖量或單沖量調節。
(5) 氧槍和傾動系統采用交流傳動控制,配置緊急后備電源。在緊急情況下,**設備的安全性。
(6) 副槍系統也采用交流傳動控制,配置緊急后備電源,數據處理采用DIRC-5計算機系統,具有測量、定碳、定氧,可使用TSO定氧探頭進行液面的測量計算。

2、電氣傳動控制
煉鋼系統是鋼鐵廠的中心環節,轉爐傾動、氧槍升降電氣傳動設備的控制有為重要,它與吹氧系統有著**直接的聯系,電氣設備的控制速度與定位精度直接影響到冶煉周期和吹氧效率,因此如何控制轉爐傾動設備以及如何自動快速**地進行氧槍、副槍位置控制成為提高鋼產量及質量的關鍵。
2、1轉爐傾動裝置電氣傳動及控制方式
電氣傳動一般可采用公共支流母線和單獨一對一傳動兩種形式,而采用單獨一對一傳動形式從調速性和可靠性等方面均具有優越性。濟鋼三煉鋼1、2、3#轉爐采用的是單獨一對一傳動控制方式,變頻器選用西門子SIMOVERT MASTERDRIVERS 6SE70系列三相交流矢量控制變頻器。該裝置的控制功能有:帶編碼器的矢量控制應用于需要高度**轉矩和動態響應;無編碼器的矢量控制在水泵、風機的簡單應用和U/f控制。
4臺轉爐傾動電機同軸剛性連接,如果4臺電機的輸出轉矩不平衡,縮短電機使用壽命。因此必須解決4臺電機負荷平衡問題。采用一對一傳動方式,可在傳動裝置上設置“主-從”方式,確定主傳動裝置,通過脈沖編碼器引入速度反饋信號,設置公用的調速調節器,將主傳動的電流調節器的輸入信號同時輸出到三臺從裝置的電流調節器中,由于電流調節器的輸入信號是相同的,其輸出也相同,故4臺電動機可**在等同的負荷下運行,從而**了運轉設備的平穩性和負荷均衡性。
4臺變頻器與主PLC之間通過DeviceNet網連接,每臺變頻器通過網絡接受控制指令和速度給定,并將設備的運行狀態傳送給主PLC;4臺變頻器通過SIMOLINK光纖網連接成一個環形結構,實現“一主三從”的控制思想,完成主/從設備之間的數據通訊。

2、2氧槍的電氣傳動及其自動控制
2、2、1電氣傳動
每組轉爐設備有2套氧槍升降機構(A槍和B槍),配備2套變頻控制柜(A槍控制柜和B槍控制柜)和一套制動控制柜,一套作為工作槍,另一套作為備用槍。變頻器選用SIMOVERT MASTERDRIVERS 6SE70系列三相交流矢量控制變頻器。
傳統的設計是“對應”控制方式,即A槍變頻器控制A槍電機,B槍變頻器控制B槍電機。1、2、3#轉爐自動控制系統中,兩套氧槍裝置增加了“交換”控制方式,即:當選擇開關置于“對應”控制時,還是A槍變頻器控制A槍電機,B槍變頻器控制B槍電機;而當選擇開關置于“交換”控制時,在不進行臺車交換情況下,就可完成A槍變頻器控制B槍電機,而B槍變頻器控制A槍電機。
氧槍“交換”控制技術是一種全新的控制技術。正常生產中,兩只氧槍的變頻器、升降電機可以做到互為備用。其鮮明的特點有:機械故障時,在臺車不移動的情況下,可以通過電氣快速切換氧槍;電氣故障時,在不更換變頻器、臺車不移動的情況下,可以快速實現氧槍的正常控制。
另外,在氧槍制動控制上,**了氧槍電機的抱閘控制,實現了變頻器合/分閘、PLC程序輸出、變頻器本身輸出三點連鎖控制抱閘,使制動控制技術更加**,系統更加安全、穩定及可靠。主要特點有:當變頻器因故跳閘后,制動輸出自動實現抱閘,**了設備的安全;當PLC故障時,無論變頻器工作在什么狀態,制動輸出都處于抱閘狀態,****設備不失控,提高了控制系統的可靠性和安全性。正常生產過程中,因變頻器內部或外部線路原因造成了變頻器不能正常工作和控制輸出,可通過PLC輸出完成電機的抱閘,**了系統、設備的安全、可靠與穩定。
2、2、2氧槍的自動控制
氧氣頂吹轉爐的自動控制中,氧槍高度的正確與否是一個相當重要的環節。采用**的吹氧自動控制槍位技術對氧槍的吹煉點進行控制,可使氧槍準確的停止在工藝操作要求的位置上,其定位的精度相當高,從而更好的**了煉鋼過程計算機控制,實現了自動化。副槍作為另一種重要設備,在氧槍下槍吹煉前測量液面高度,在吹煉周期中測溫取樣,其同樣對速度、位置控制有嚴格的要求。他們的高度位置控制基本是相同的,下面以氧槍為例,著重列舉其控制特點。
(1)位置控制
氧槍上下移動的距離通過與電動轉筒同軸旋轉的兩個**編碼器來計測,即把垂直的位置量轉化為數字量。正常生產中,以其中的一個為主,另一個**編碼器與之比較作為校準信號,偏差超出設定范圍時發出報警,過大時急停。
氧槍在多次上下移動過程中會產生突發性數字無差級編碼器數值換算時的累積誤差,如不加以修正則會發生氧槍檢測位置與實際位置的偏差。為解決這一難題,可在氧槍的換槍位設置校正點。動作周期大體如下:預先將槍位的高度實際值存入主PLC內存中;氧槍每次換槍提到換槍位時該信號讀入PLC中,使此時氧槍實際高度檢測記憶值強制性修改。
(2)自動快速定位控制
現代化的轉爐煉鋼氧槍在吹氧過程中是根據吹氧量的不同而自動調整槍位的。吹煉過程中氧槍調整槍位的速度將直接影響到冶煉周期和鋼的質量,因此希望氧槍能以**快的速度準確停止在指定位置。
為了解決這一問題,控制時可采用位置閉環系統,將氧槍設定位置與實際位置的偏差值作為控制信號,并將其轉化為一個控制傳動裝置的速度指令。為縮短氧槍上升與下降時間,在設定值與實際偏差較大時,以較大速度運行,當設定值與實際偏差越來越小達到設定范圍時,控制速度給定按照預先設定的函數曲線減小,**終使氧槍準確停止在所要求的位置上。
3、結束語
通過對國外煉鋼廠自動化技術的消化移植,結合煉鋼廠當前的具體情況及工藝要求,采用當代**的技術設備而開發的1、2、3#轉爐自動控制系統使煉鋼廠轉爐的自動控制和生產管理水平躍上了一個新的臺階,滿足了今后生產和新技術開發、生產管理和信息管理的需要。

 相關案例推薦
相關案例推薦
煉鋼廠回轉爐自動化控制系統解決方案 整個自動化控制系統的配置達到當今國內**水平,電氣、儀表、計算機(EIC)控制一體化,具有方便、快捷和友好的人機操作界面(HMI),EIC網絡數據通訊一體化,具有高速、大容量和開放的技術性能。


冶金自動化解決方案 1方案概述 冶金企業全流程生產包括礦山開采、原料、焦化、燒結、煉鐵、煉鋼和軋鋼等生產過程。鋼鐵企業生產過程流程前一階段即冶煉階段以化學反應為主,包括焦化、燒結、煉鐵、煉鋼,其生產過程基本連續,屬連續型生產過程。后一階段即軋制階段以物理變化為主,軋鋼的這些工藝又具有離散型生產企業的某些特征。目前,冶金企業所追求的已不僅僅是某一個生產工序的自動化控制水平,而是企業整體的綜合自動化水平,因此需要生產實時信息、自動化技術、綜合管理的集成,從而使生產信息真正成為企業資源,同時進一步來完成信息流、物流與資金流的集成,**程度的提高企業的運行效率及過程優化。

項目概述 中國**的鋼鐵廠之一正在尋找合適的通訊控制單元,在偏遠的現場站點實現協議轉換和數據處理。這些設備將取代IPC,作為前置通訊處理機,并與后臺控制中心的**管理平臺相連。 該鋼鐵廠已經在變電站系統搭建了若干子系統。每個子系統都使用智能電表來優化資源、集中管理、提**率。此外,所有分布在外點現場的智能電表需要接入“CCMS3000**管理系統”進行集中監測和管理。每個35KV/10KV變電站通訊通過網絡與后端服務器建立通訊,并進行集中管理和監控。整個系統的目的是為了優化電網的管理和維護成本,提高配電質量和管理,并實時發現、分析、記錄和處理問題。

煙氣排放連續監測系統是一種對煙氣成份(SO2 、NOx、煙塵)及相關煙氣參數進行在線自動連續監測的設備。本設備是集光、機、電及計算機技術為一體的高科技產品,采用**環保總局及美國環境保護組織(USEPA)推薦的紫外差分吸收光譜技術,具有在線連續測量、價格低、系統工作可靠、運行維護費用低、安裝簡便、無需人員監守等優點。


 當前位置:
當前位置:
 行業解決方案
行業解決方案


